Do you need to wring higher milling throughput out of a low power machine? You’re not alone, especially considering the trend toward lighter-duty, general purpose CNC machining centers. There is good news, however: Across the country, alert shops have already solved the problem in a variety of milling operations – skinning, pocket milling, straight face milling, and even holemaking.
Here are several recent successful solutions to the low-power challenge, drawn from the casebook of Konrad Forman, Ingersoll Cutting Tools’ product manager — has made somewhat of a specialty of solving low power milling problems.
 High-feed milling in Colorado
High-feed milling in Colorado
The spindle load meter always read 100% yet a key customer wanted the parts yesterday: that was BVM Corporation’s problem on a big skin-milling operation running on a low-power Hamai vertical CNC. “Capacity was our main problem, … cost secondary,” said engineer Luke Perusse at the Denver job shop. “It was taking 56 hours to skin one 20-foot steel forging.”
So Perusse came at it from a different direction: A tangential hybrid Hi Feed milling cutter rather than radial face milling. With a positive-rake Ingersoll S-Max Hi Feed mill, with tangentially mounted inserts, cycle time to skin off 800 pounds of stock dropped from 56 hours to 30 – yet the load meter read 55% lower and edge life doubled. “More important, we delivered the part a week sooner and freed up nearly a week’s worth of machine time,” Perusse said.
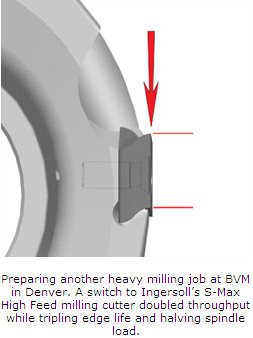 Ingersoll’s Steve Cross assisted in putting the new cutter to work. Because of the CNC’s lightweight design, he ramped up the settings very gradually, finally settling at 80 IPM@ 0.080 DOC. That was double the previous removal rate. “We knew we were cutting more smoothly because the operation ran so much more quietly,” said Cross.
Ingersoll’s Steve Cross assisted in putting the new cutter to work. Because of the CNC’s lightweight design, he ramped up the settings very gradually, finally settling at 80 IPM@ 0.080 DOC. That was double the previous removal rate. “We knew we were cutting more smoothly because the operation ran so much more quietly,” said Cross.
In cutter designs with tangentially mounted inserts, the carbide bits present their strongest cross-section to the main cutting force vector. This allows for increased feedrates in an ultra stable insert pocket. In the recent past, Ingersoll built on this principle to offer tangential cutters with positive rakes and helical edges, to reduce cutting forces as well. “Moreover, size for size, a tangential cutter can accommodate more inserts in its pitch circle, thereby increasing overall feedrates,” says Cross. “Here the 4-inch tangential cutter takes five inserts while the previous radial cutter could fit only four. This is especially helpful in this type of skin milling operation using Hi Feed cutters.”
Pocket milling in Louisiana
Sometimes it seems to take forever to mill out a pocket by traversing with an end mill, especially on a low-power mill. “You worry about delivering finished product on time when your only option is to run parts on lighter duty machines,” says Glen Kollars, lead machinist at Associated Technologies and Manufacturing Inc. (AMT), in Baton Rouge. “Tolerances can be tough to hold in a light-frame machine, too, because of potential deflection throughout the system.”
 Case in point: a 45-inch pocket in a 4140 HT steel shaft running on a 40-taper Mighty Comet CNC. The feedstock is prone to work hardening, compounding the entire problem.
Case in point: a 45-inch pocket in a 4140 HT steel shaft running on a 40-taper Mighty Comet CNC. The feedstock is prone to work hardening, compounding the entire problem.
Previously, ATM did the job with a cobalt end mill following the usual X-Y traverse. It took 40 hours to rough the two opposing pockets in each shaft, plus uncertain extra time to straighten out walls that were out of spec due to deflection in the system.
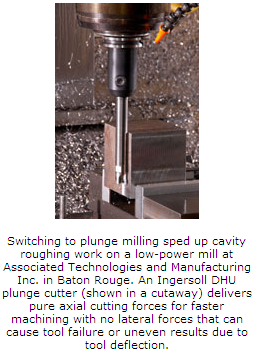
Now they rough it out with step-over plunge milling using a 0.75-inch, two-flute Ingersoll Punch-In Quad DHU series indexable plunge mill. Plunge, withdraw and step over, again and again. The remaining scallops, surprisingly small, are end-milled to finish size. Total time: 30 hours consistently, a reliable ten-hour saving per part.
“Plunging is faster because all cutting forces are axial, always the strongest axis in milling operations,” explains Derek Delucca, Ingersoll regional sales manager who collaborated on the solution. “All the lateral forces – on cutter, workpiece, machine frame and spindle – simply go away.”
Actually the Ingersoll cutter was ATM’s second choice. Another tool billed as a plunge cutter sped up the operation but rubbed the wall on withdrawal. This started a cycle that marred the wall and work hardened the feedstock. This, in turn, wore out the tool prematurely and led to deflections that made touch-up all the more difficult.
Kollars and Delucca worked together to optimize machining parameters. Finally, they settled 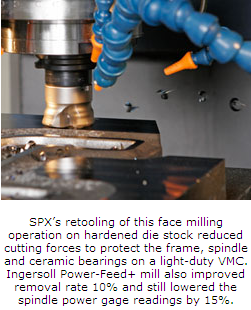 on 17-IPM feed at 1,735 RPM with a surprisingly small 0.050-0.060 inch step-over. Under those conditions, the scallops measured only 0.002 in. high, well within tolerance specs.
on 17-IPM feed at 1,735 RPM with a surprisingly small 0.050-0.060 inch step-over. Under those conditions, the scallops measured only 0.002 in. high, well within tolerance specs.
Hard-part face milling in Minnesota
Face-milling hardened stock is a way of life in the die repair shops of forging and stamping houses. When the cavities expand with use, you take a few thousandths off the mating die faces to bring the parts back to size.
That’s certainly not the ideal job for a low-power machine, but SPX Inc. in Owantonna, MN, didn’t have much choice. Their mainstay machine is an OKK 40 taper CNC with ceramic bearings in the 14,000 RPM spindle. SPX bought it mainly to hog out cavities in new die sets that are made of softer wrought stock. But, lately the machine has been tasked with more and more hard-part repair work.
Given the impact forces inherent in hard-part milling, die maker Cory Pleshcort worried as much about protecting the bearings as about keeping the repair work on schedule. And rightly so: ceramic bearings don’t handle impact very well and cost a lot to replace. Besides, the SPX shop didn’t have a viable backup machine. “We’re the very definition of ‘lean’ here,” Pleshcort explains. Their custom was to mill the faces with a 2.5-inch four-flute positive rake Hi Feed style face mill, running at 50 IPM/600 RPM/0.030 in. DOC, at best. At the slightest hint of hammering, he eased back on the feed still further.
 Nevertheless, the workload required speeding up the repair. Ingersoll’s Ondrej Lubinski brought in a smaller Ingersoll Power –Feed+ cutter to capitalize on the spindle’s higher RPM capability. The new tool has fewer flutes, but a higher insert density/inch and leaves more of the available spindle power for chipmaking. After several trials, the two settled on 100 IPM/ 1000 RPM/ 0.020 in. DOC. Despite nearly doubling the removal rate, hammering disappeared entirely and the spindle load meter read 15% lower.
Nevertheless, the workload required speeding up the repair. Ingersoll’s Ondrej Lubinski brought in a smaller Ingersoll Power –Feed+ cutter to capitalize on the spindle’s higher RPM capability. The new tool has fewer flutes, but a higher insert density/inch and leaves more of the available spindle power for chipmaking. After several trials, the two settled on 100 IPM/ 1000 RPM/ 0.020 in. DOC. Despite nearly doubling the removal rate, hammering disappeared entirely and the spindle load meter read 15% lower.
“This is a classic example of modern ‘cut shallow — feed fast’ processing that works so well on low-power machines,” says Lubinski. “It enables faster metal removal with less strain on the machine.”
Holemaking in Georgia
To make large holes with low-power machines, it’s often better to mill than to drill. Ask Steve Deering of Deering Machine in rural Georgia, whose work consists mainly of opening matching guide pin holes in forging die sets. Typical diameters are 1-1.5 inches. In those sizes, drilling with progressively larger twist drills was slow work on his low-power Haas VF2 vertical mill.
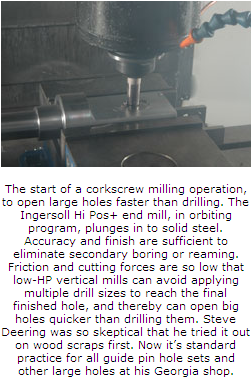
Noting that the machine had programmable orbiting capability, Ingersoll’s John Spray suggested corkscrew milling with an Ingersoll Hi Pos+ mill. “Corkscrew milling is faster than using successively larger drill sizes to complete a larger hole and reduces friction, and can be done directly into solid steel if you pay attention to chip evacuation,” he explains. “The cutting action is more like nibbling. The larger the hole, the bigger the gain.”
In corkscrew milling the tool orbits as it feeds, so all three axes are in play simultaneously. 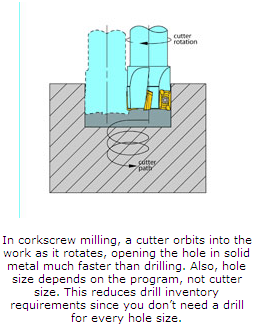 The cutter advances into the material like a corkscrew into a wine cork. The cutter’s toolpath follows a helix. It’s a step beyond orbital milling in which the cutter orbits than advances stepwise.
The cutter advances into the material like a corkscrew into a wine cork. The cutter’s toolpath follows a helix. It’s a step beyond orbital milling in which the cutter orbits than advances stepwise.
Spray demonstrated the technique, reducing holemaking time by 8 to 1, so Steve Deering bought it on the spot even though he thought it was too good to be true. “Nobody in his right mind runs a mill into solid steel,” he said.
Now the plot thickens. Steve waited until John left, and then tested it on several pieces of scrap wood before “risking” it on metal. “I didn’t want to hurt John’s feelings,” he explains.
Now corkscrew milling is Deering’s standard practice for all large holes. Steve uses a 5/8 inch Hi-Pos+ cutter for holes up to 1.25 inches and a 0.75-inch mill for larger holes. In all cases he pays attention to chip evacuation, since the cutters have no helical flutes for this purpose. He machines horizontally whenever possible and uses plenty of air in vertical setups.
The Ingersoll Hi-Pos+ works here because the edges of the inserts are manufactured to trace a true helix with respect to the cutter’s centerline. This leads to absolutely straight sidewalls and a flat bottom. Insert geometry also promotes free cutting to reduce cutting forces. By contrast, plunge cutters and drills with conventional inserts cannot produce a square bottom and tend to leave tool marks on the sidewalls.
Right tooling empowers
Reduce cutting forces. Minimize friction. Feed fast, cut shallow. Use the strong Z-axis whenever possible. These strategies can help you get higher performance out of lower-power machines. “Modern tooling can make a big difference in all these areas,” says Ingersoll’s Konrad Forman, “and help is available for the asking from any leading tool provider. Especially in low-power machining, ask for the help. You’ll get better answers sooner.”

